ИСПАРИТЕЛЬ - теплообменный аппарат, в котором происходит передача тепла от охлаждаемого объекта к испаряющемуся (кипящему) вследствие этого холодильному агенту. По принципу действия испарители аналогичны конденсаторам, но отличаются тем, что в конденсаторах холодильный агент отдает тепло окружающей среде, а в испарителях поглощает его из охлаждаемой среды. Испарители, применяемые в холодильных агрегатах бытовых холодильников, как и конденсаторы, разделяют на :
- ребристотрубные;
- листотрубные.
ЛИСТОТРУБНЫЕ наиболее распространены, так как они удобнее для размещения пищевых продуктов. Испарители ребристотрубного типа устанавливают в абсорбционных холодильниках, не имеющих морозильных отделений, в двухкамерных холодильниках для охлаждения высокотемпературной камеры и при устройстве в них принудительной циркуляции воздуха в камерах с помощью вентилятора.
Испарители изготавливают из коррозионно стойких материалов либо применяют для их защиты антикоррозионные покрытия, не оказывающие вредного влияния на пищевые продукты.
УСТРОЙСТВО РЕБРИСТОТРУБНЫХ ИСПАРИТЕЛЕЙ.
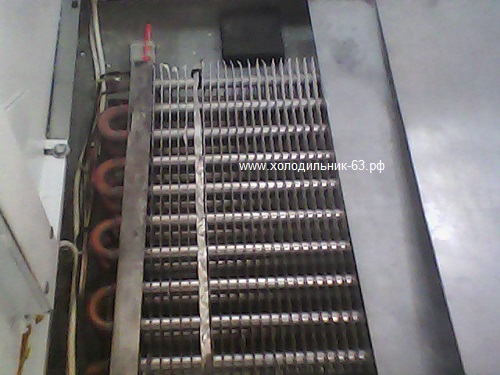
Ребристотрубные испарители, применяемые в абсорбционных холодильных агрегатах, конструируют в виде змеевика из стальной трубы с горизонтально расположенными витками, между которыми помещают стальную коробочку с полочками для ледоформ.В компрессионных холодильных агрегатах ребристотрубный испаритель представляет собой змеевик из оребренной трубки. Для этого часто применяют алюминиевую профильную трубку с продольными ребрами или с насаженными ребрами из тонких алюминиевых пластин. Испарители с тонкими пластинчатыми ребрами ограждают защитной решеткой, предохраняющей руки от травмирования.
Работа вентиляторов обдува ребристотрубного испарителя холодильника Индезит NBA181FNF
УСТРОЙСТВО ЛИСТОТРУБНЫХ ИСПАРИТЕЛЕЙ.
Листотрубные испарители могут быть трех видов в зависимости от способа их изготовления:
- из листа с закрепленным на нем змеевиком из трубы;
- из двух сваренных стальных листов со штампованными в них каналами;
- из двух алюминиевых листов, сваренных под давлением с последующим раздутием каналов (прокатно - сварной метод).
Испарители, сделанные из листа с закрепленным на нем змеевиком, предназначаются для морозильных камер двухкамерных холодильников. Алюминиевому листу придают форму коробки соответствующих размеров и на наружных ее сторонах закрепляют змеевик. В конечной части змеевика, соединяющейся со всасывающей трубкой, впаивают емкость в виде трубы большего диаметра, предназначенную для сбора пара хладагента (паросборник) /докипатель/.
В бытовых холодильниках устанавливают в основном алюминиевые прокатно - сварные испарители с раздутыми каналами. Делают их из двух алюминиевых заготовок толщиной по 3 мм каждая, шириной, соответствующей ширине испарителя, и длиной примерно в 4 раза меньше испарителя. Поверхность заготовок тщательно зачищают и на одну из них наносят по трафарету специальной краской рисунок каналов, уменьшенных по длине в 4 раза. Печатная краска состоит из вещества , препятствующего сварке алюминия. Обе заготовки, наложенные друг на друга, пропускают через валки прокатного стана. В результате большого давления при прокатке обе заготовки свариваются по всей поверхности , за исключением нанесенного рисунка каналов. При этом сваренный лист утончается до 1,5 мм, соответственно удлиняясь примерно в 4 раза. После сварки каналы раздувают жидкостью под давлением 80...100 атм.
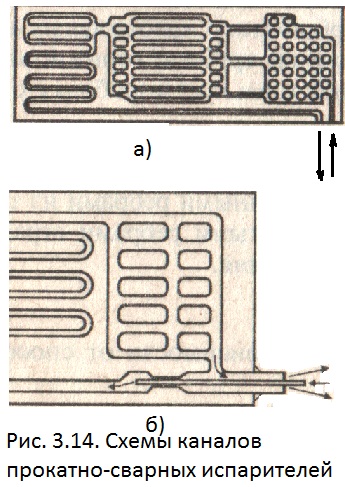
Прокатно - сварные испарители отличаются разнообразием рисунков каналов и большим количеством параллельных ручьев ( рис.3.14.а.). Такое построение каналов принято в связи с невозможностью получить паросборник требуемой емкости, так как при раздуве неизбежны разрывы его стенок.
На рис.3.14.б. показана схема каналов испарителя с использованием одного и того же канала для соединения испарителя с капилляром и всасывающим трубопроводом. В этом случае капиллярная трубка помещается внутри всасывающей и проходит вглубь входного канала, который в этом месте чеканят, отделяя входной канал от выходного. Для защиты от коррозии алюминиевые испарители фосфотируют или анодируют и покрывают прочными и водонепроницаемыми лаками.
Современный уровень производства алюминиевых испарителей обеспечивает их антикоррозийную стойкость и эксплуатационную надежность, однако обращаться с алюминиевыми испарителями надо аккуратно, чтобы не повредить защитное покрытие и тонкие стенки каналов. Соединяют алюминиевый испаритель (также конденсатор) с медными трубопроводами через предварительно сваренные между собой встык медную и алюминиевую трубки. Такую медно- алюминиевую трубку одной (алюминиевой ) стороной приваривают к испарителю ( конденсатору), а другой (медной) припаивают к медному трубопроводу.
Стык вместе сварки медно - алюминиевой трубки защищают от коррозии. это сделать необходимо, так как в случае увлажнения трубки в месте стыка возникает ЭДС (электродвижущая сила) от гальванической пары медь - алюминий, в результате чего алюминий разрушится. Для защиты стыка используют пленки или трубки из пластмассы, плотно облегающие стык и предохраняющие его от увлажнения. В бытовых холодильниках старых моделей с небольшими морозильными отделениями устанавливали листотрубные испарители, штампованные из нержавеющей стали. Две заготовки такого испарителя со штампованными полуканалами в каждой сваривали между собой: по периметру - непрерывным герметичным швом, между каналами - точками. После сварки испарителю придавали соответствующую форму.
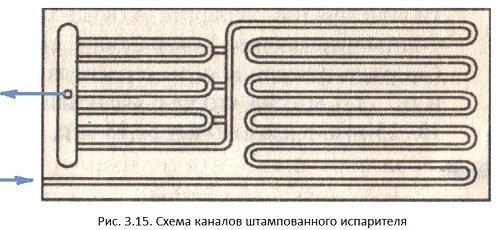
В первой части (по ходу движения хладагента) штампованного испарителя каналы расположены в виде змеевика (рис.3.15), последний виток которого переходит в параллельные ручьи, собирающиеся на выходе в общий паросборник.
ТЕПЛОПЕРЕДАЧА В ИСПАРИТЕЛЯХ И ВОЗДУХООХЛАДИТЕЛЯХ.
Тепло в испарителе передается хладагенту от охлаждаемой среды (рассол, воздух) через стенку трубы. Эффективность такой теплопередачи зависит от многих факторов и в первую очередь, от характера кипения самого хладагента. Возможны два режима кипения:
- пузырчатый
- пленочный.
Пузырчатый режим кипения возникает и поддерживается, когда в ряде точек теплопередающей поверхности образуются отдельные пузырьки пара, которые отрываются от поверхности и подымаются вверх. Точками или центрами парообразования являются пузырьки газов, легко выделяющиеся из жидкости на поверхности теплообмена, а также бугорки и микронеровности теплопередающей поверхности. При таком кипении значительная часть поверхности покрыта жидкостью. Однако это наблюдается при хорошей смачиваемости поверхности и при небольшой разности температур поверхности нагрева t и насыщения образующихся паров to. Эта разность температур T = t - to и характеризует интенсивность процесса кипения и теплоотдачи. Чем больше T, тем больше центров парообразования и тем чаще пузырьки пара отрываются от поверхности. Могут увеличиваться и размеры пузырьков. Увеличение перепада температур свыше 30º С вызывает уменьшение коэффициента теплоотдачи, так как пузырьки сливаются на поверхности и образуют участки, покрытые паровой пленкой.
Эта пленка неустойчива, поднимается вверх большими пузырями, но само ее наличие отделяет жидкость от теплой поверхности и резко увеличивает термическое сопротивление теплопереходу. Это и есть пленочный режим кипения. Аналогичный процесс может возникнуть и при меньших температурных напорах, но при замасленной поверхности, то есть когда жидкий хладагент плохо смачивает поверхность теплообмена, да и сама масляная пленка обладает термическим сопротивлением.
На характере кипения сказываются и физико - химические свойства жидкости - плотность, теплота парообразования, коэффициент теплопроводности и др.
Во вторую очередь эффективность теплопередачи зависит от интенсивности теплоотдачи со стороны охлаждаемой среды (воздуха, рассола), а так же в меньшей степени от величины термического сопротивления стенки теплообменника. Здесь сказываются особенности конструкции испарителя (воздухоохладителя), быстрота удаления образующегося пара с теплопередающей поверхности, скорость движения охлаждаемого воздуха или рассола. Скорость движения воды и рассола в трубах составляет 0,4...1 м /с на стороне всасывания и 0,7... 1,3 м/с на стороне нагнетания. Расчетные скорости в аммиачных трубопроводах 10... 25 м/с, в хладоновых 8...18 м/с,для жидкого хладона -12 ---1...1,25 м/с.






 медь - алюминий, в результате чего алюминий разрушится. Для защиты стыка используют пленки или трубки из пластмассы, плотно облегающие стык и предохраняющие его от увлажнения. В бытовых холодильниках старых моделей с небольшими морозильными отделениями устанавливали листотрубные испарители, штампованные из нержавеющей стали. Две заготовки такого испарителя со штампованными полуканалами в каждой сваривали между собой: по периметру - непрерывным герметичным швом, между каналами - точками. После сварки испарителю придавали соответствующую форму.
медь - алюминий, в результате чего алюминий разрушится. Для защиты стыка используют пленки или трубки из пластмассы, плотно облегающие стык и предохраняющие его от увлажнения. В бытовых холодильниках старых моделей с небольшими морозильными отделениями устанавливали листотрубные испарители, штампованные из нержавеющей стали. Две заготовки такого испарителя со штампованными полуканалами в каждой сваривали между собой: по периметру - непрерывным герметичным швом, между каналами - точками. После сварки испарителю придавали соответствующую форму.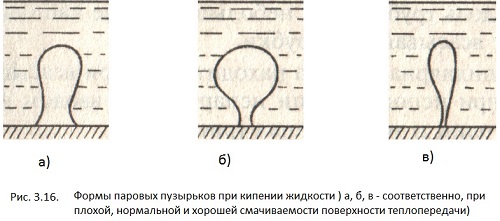 Эта пленка неустойчива, поднимается вверх большими пузырями, но само ее наличие отделяет жидкость от теплой поверхности и резко увеличивает термическое сопротивление теплопереходу. Это и есть пленочный режим кипения. Аналогичный процесс может возникнуть и при меньших температурных напорах, но при замасленной поверхности, то есть когда жидкий хладагент плохо смачивает поверхность теплообмена, да и сама масляная пленка обладает термическим сопротивлением.
Эта пленка неустойчива, поднимается вверх большими пузырями, но само ее наличие отделяет жидкость от теплой поверхности и резко увеличивает термическое сопротивление теплопереходу. Это и есть пленочный режим кипения. Аналогичный процесс может возникнуть и при меньших температурных напорах, но при замасленной поверхности, то есть когда жидкий хладагент плохо смачивает поверхность теплообмена, да и сама масляная пленка обладает термическим сопротивлением.